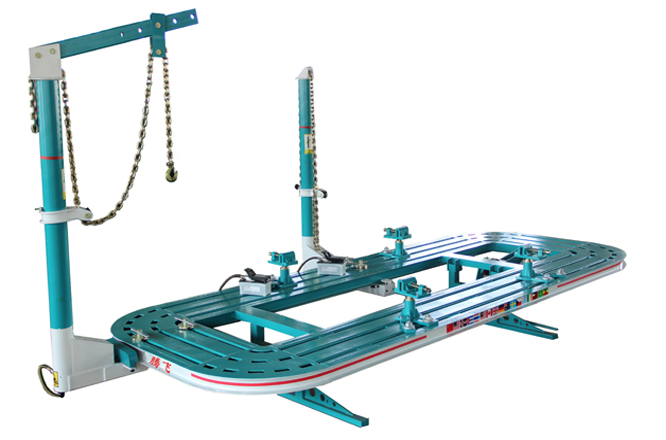
- T-F1¥Û¡∫–£’˝“«
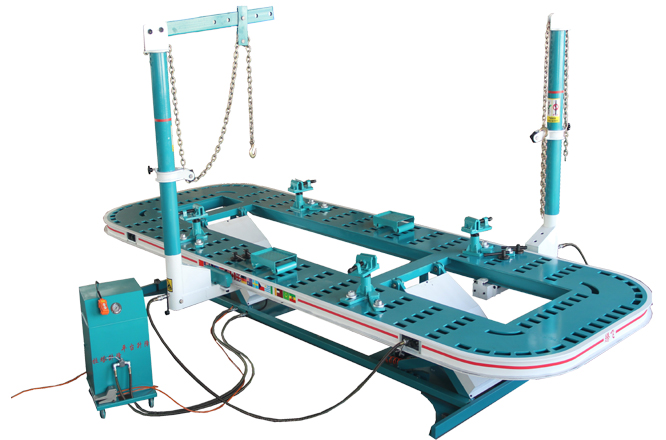
- T-F2¥Û¡∫–£’˝“«
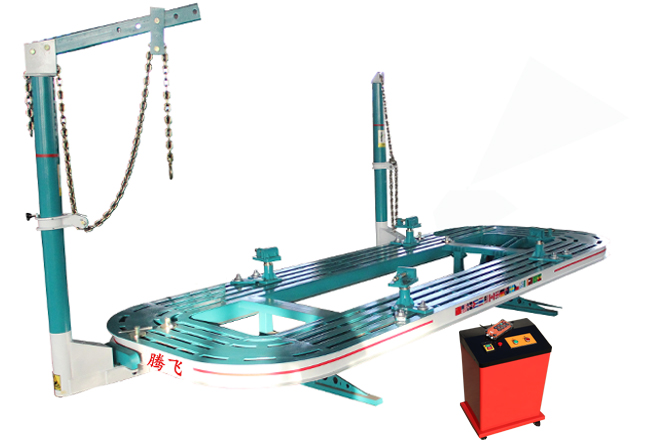
- T-F3∆˚≥µ¥Û¡∫–£’˝“«
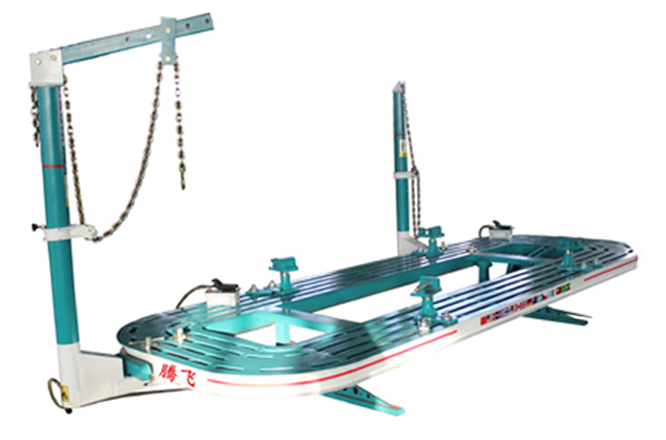
- T-F5–£’˝“«
- T-F7–£’˝“«
- L-k8∆˚≥µ–£’˝“«
- L-k9∆˚≥µ–£’˝“«
- ∂˛±£∫∏ª˙
- Ó”Ω–fi∏¥ª˙
- µÁ¥≈∏–”¶∆˜
¥Û¡∫–£’˝“«øÿ÷∆≤–”‡±‰–Œµƒ‘§∑¿¥Î ©µ„ª˜ ˝£∫1387 |
°°°°1.∆¬ø⁄—°‘Ò≤ªµ±£¨æÕ‘ˆ¥Û¡À∫∏∑Ï≥fl¥Á£¨‘ˆ¥Û¡À»€∑ÛΩ Ù¡ø£¨¥Û¡∫–£’˝“«‘ˆº”¡À∫∏Ω”≤–”‡”¶¡¶∫Õ∫∏Ω”±‰–Œ°£‘⁄±£÷§Ω·ππ”–◊„πª≥–‘ÿƒ‹¡¶µƒ«∞÷œ¬£¨”¶≤…”√æ°¡ø–°µƒ∫∏∑Ï≥fl¥Á£¨∫œ¿Ì—°‘Ò∆¬ø⁄–Œ Ω°£∂‘Ωˆ∆¡™œµ◊˜”√µƒΩ«∫∏∑Ï£¨ø…∞¥∞Â∫Ò—°»°Ωœ–°µƒ≥fl¥Á£¨ø™∆¬ø⁄µƒ∫∏∑Ï£¨“≤ø…∑≈¥Û∂€±fl≥fl¥Á£¨“‘ºı…Ÿ»€∑ÛΩ Ù¡ø°£
|
|
…œ“ªÃı£∫¥Û¡∫–£’˝“«ª—ÊΩ√’˝µƒ◊¢“‚ ¬œÓ œ¬“ªÃı£∫≥µ…Ì–£’˝“«∫∏Ω”À≥–Ú∂‘Ω·π𱉖Œµƒ”∞œÏ |
| ÷ÿµ„≤˙∆∑ |
 °°°°
°°°°