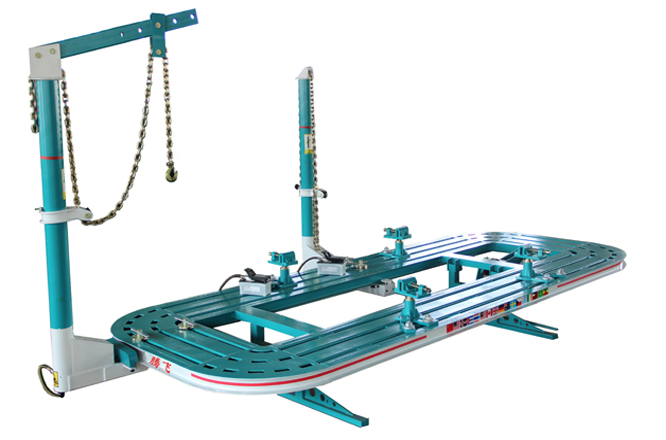
- T-F1ҙуБәРЈХэТЗ
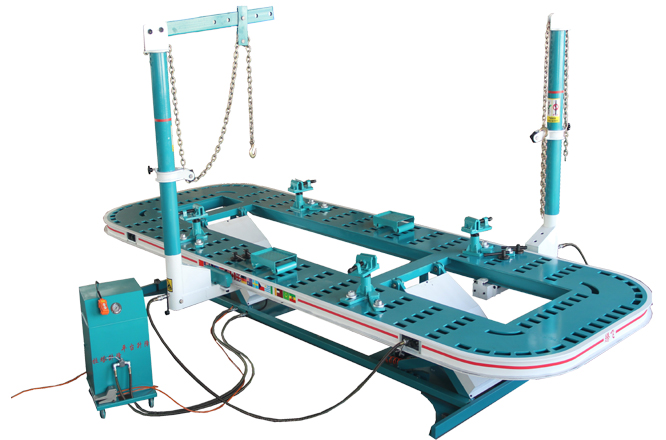
- T-F2ҙуБәРЈХэТЗ
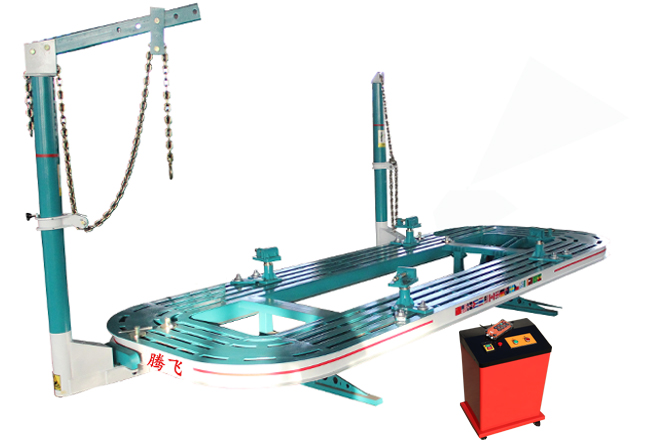
- T-F3ЖыіөҙуБәРЈХэТЗ
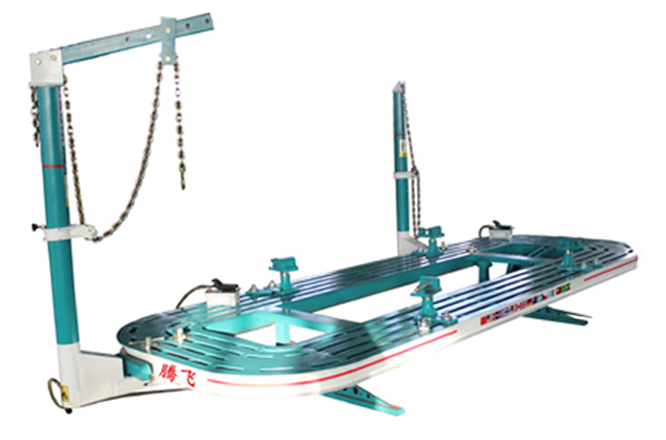
- T-F5РЈХэТЗ
- T-F7РЈХэТЗ
- L-k8ЖыіөРЈХэТЗ
- L-k9ЖыіөРЈХэТЗ
- ¶юұЈәё»ъ
- оУҪрРЮёҙ»ъ
- өзҙЕёРУҰЖч
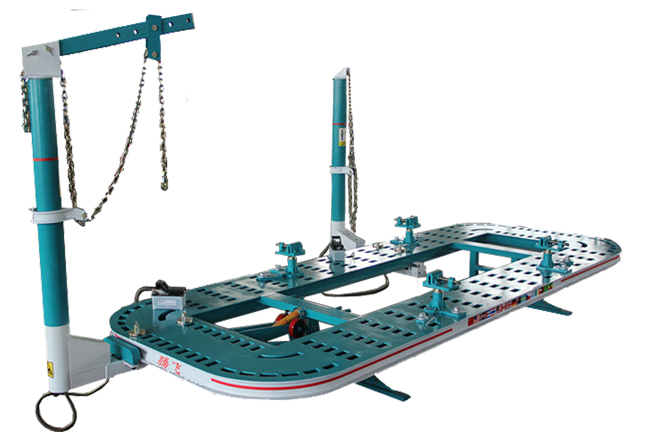
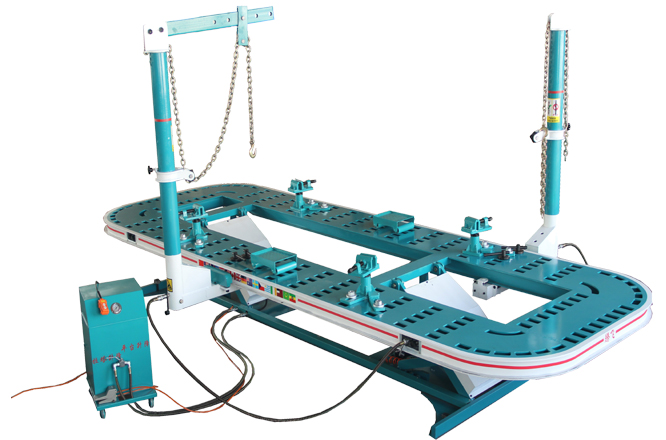
іөЙнРЈХэТЗәёҪУЛіРт¶ФҪб№№ұдРОөДУ°Пмөг»чКэЈә1467 |
ЎЎЎЎәёҪУ№ӨТХЙПөДТ»Р©ТтЛШіЈУ°ПмҪб№№ұдРОЎЈәёҪУҪб№№өДХыМеёХ¶ИКЗЛжБгјюЦрёцЧ°ЕдЎўәёҪУ¶шРОіЙөДЎЈіөЙнРЈХэТЗҪб№№өДХыМеёХ¶ИЧЬКЗҙуУЪөҘёцБгјюөДёХ¶ИәНЧйәПјюөДёХ¶ИЎЈИз№ыөҘҙҝҙУјхЙЩҪб№№ІРУаұдРОөДҪЗ¶Иіц·ўЈ¬ПИЧ°іЙҪб№№ХыМеәуЈ¬ФЪ°ҙЛіРтәёҪУЈ¬¶ФјхЙЩәёҪУұдРОКЗУРАыөДЎЈ |
|
ЙПТ»МхЈәҙуБәРЈХэТЗҝШЦЖІРУаұдРОөДФӨ·АҙлК© ПВТ»МхЈәЖыіөҙуБәРЈХэТЗУ°ПмәёҪУҪб№№ұдРОөДТтЛШ |
| ЦШөгІъЖ· |