产品分类
新闻中心
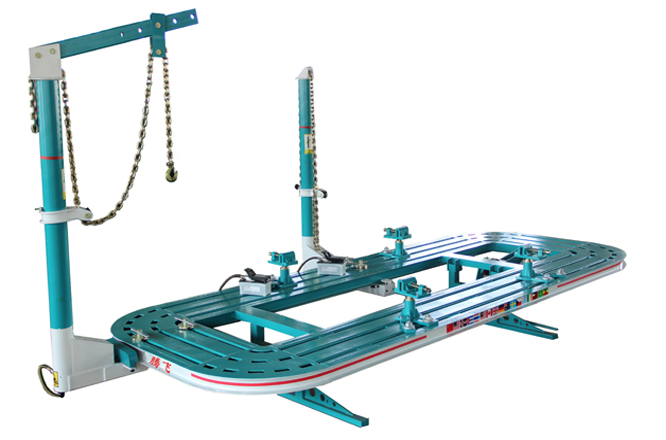
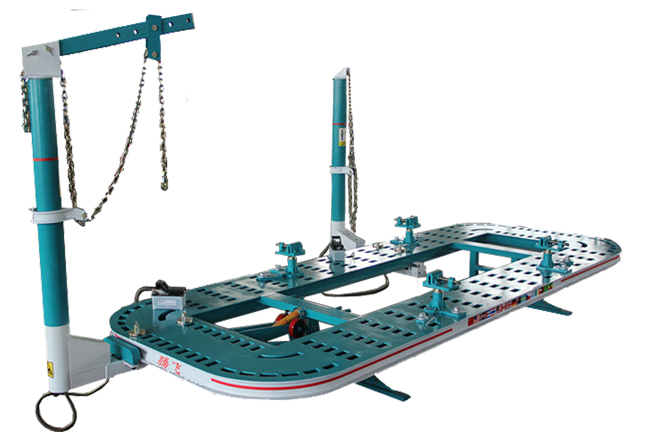
汽车大梁校正仪焊接的残余应力点击数:1492 |
焊接结构在焊后产生焊接变形的同时产生焊接内应力。焊接残余应力基本上是双向应力,只有在大厚度结构中,汽车大梁校正仪厚度方向的应力才能达到较高数值。 |
|
上一条:车身校正仪厚板中的焊接残余应力 下一条:大梁校正仪火焰矫正的注意事项 |
| 重点产品 |



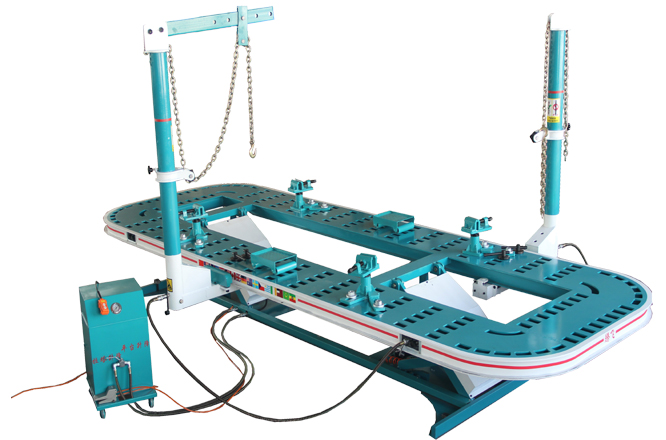
汽车大梁校正仪焊接的残余应力点击数:1492 |
焊接结构在焊后产生焊接变形的同时产生焊接内应力。焊接残余应力基本上是双向应力,只有在大厚度结构中,汽车大梁校正仪厚度方向的应力才能达到较高数值。 |
|
上一条:车身校正仪厚板中的焊接残余应力 下一条:大梁校正仪火焰矫正的注意事项 |
| 重点产品 |