- T-F1ДѓСКаЃе§вЧ
- T-F2ДѓСКаЃе§вЧ
- T-F3ЦћГЕДѓСКаЃе§вЧ
- T-F5аЃе§вЧ
- T-F7аЃе§вЧ
- L-k8ЦћГЕаЃе§вЧ
- L-k9ЦћГЕаЃе§вЧ
- ЖўБЃКИЛњ
- югН№аоИДЛњ
- ЕчДХИагІЦї
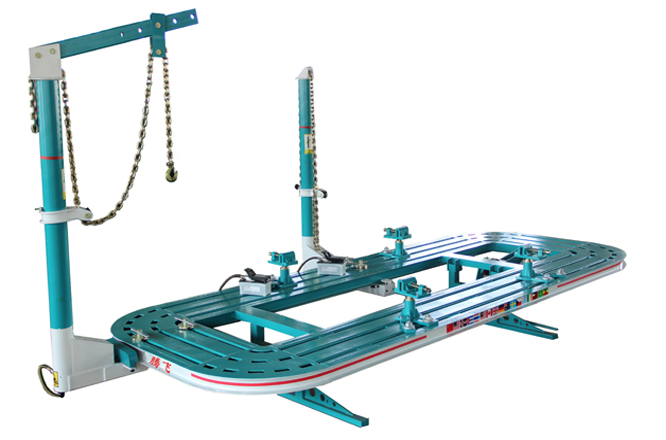
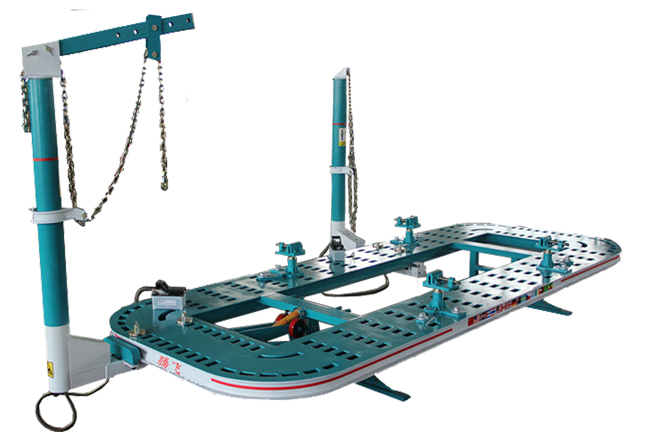
ДѓСКаЃе§вЧКИНгЕФНЧБфаЮКЭВЈРЫБфаЮЕуЛїЪ§ЃК1327 |
ЁЁЁЁ1.ДѓСКаЃе§вЧЖдНгНгЭЗЁЂДюНгНгЭЗЁЂЖбКИЁЂКИКѓЖМФмВњЩњНЧБфаЮЁЃетжжБфаЮЪЧгЩгкКИЗьдкКёЖШЩЯЗжВМВЛЖдГЦЃЌЪЙЪеЫѕдкКёЖШЩЯЗжВМВЛОљдШЁЃЫцзХЦТПкНЧЖШЕФдіДѓЖјдіМгЃЌЫцзХКИНгЗНЗЈЕФЯпФмСПЕФВЛЭЌЖјВЛЭЌЃЌвВЫъКИНгЗНЗЈаЮГЩЕФКИНгНиУцаЮзДЖјВЛЭЌЁЃШчШлЩюТёЛЁКИЁЂЕчдќКИЁЂЕчзгЪјКИЕФНЧБфаЮЃЌвђЦфКИЗьНиУцдкКёЖШЗНЯђЯрВюВЛЖрЛђЛљБОвЛжТЃЌЫќЕФНЧБфаЮКмаЁЁЃвВЫцзХЪЉКИЙЄвеЖјгаЫљВЛЭЌЃЌШчЖрВуКИБШЕЅВуКИЕФЪ§жЕДѓЃЌЖрЕРКИБШЖрВуКИДѓЁЃВуЪ§ЁЂЕРЪ§дНЖрЃЌЪ§жЕдНДѓЁЃ |
|
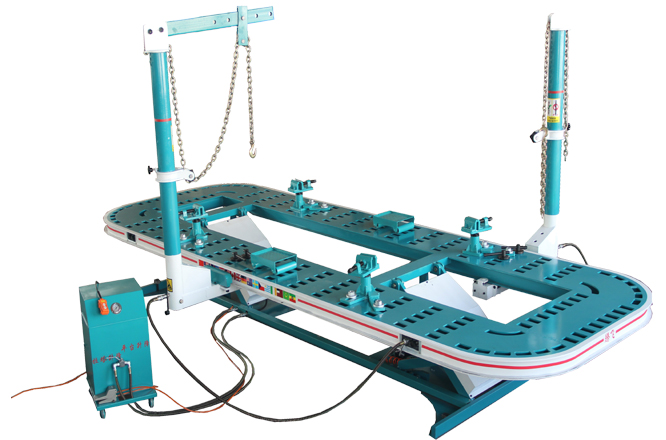
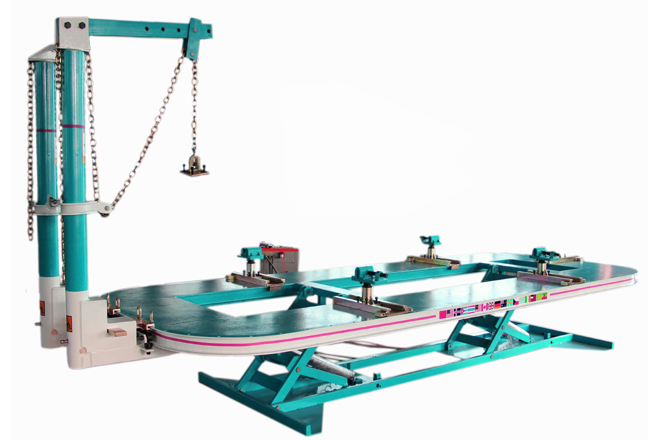
ЩЯвЛЬѕЃКЦћГЕДѓСКаЃе§вЧгАЯьКИНгНсЙЙБфаЮЕФвђЫи ЯТвЛЬѕЃКДѓСКаЃе§вЧFBX-1500аЭЗБпа§бЙЛњ |
| жиЕуВњЦЗ |