产品分类
新闻中心
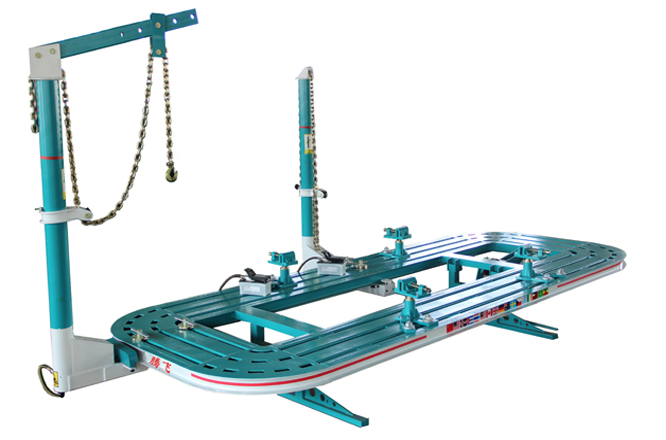
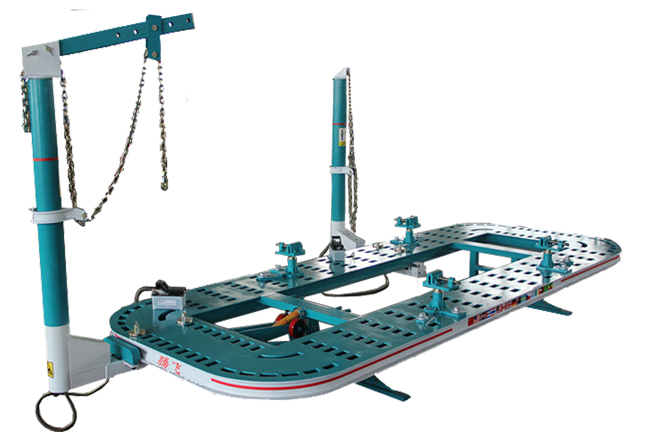
车身校正仪厚板中的焊接残余应力点击数:1356 |
厚板焊接接头中,除纵向和横向残余应力外,还存在较大的厚度方向的残余应力,他们在厚度上分布不均匀,车身校正仪分布状况与焊接工艺方法密切相关。 |
|
上一条:大梁校正仪残余应力的影响 下一条:汽车大梁校正仪焊接的残余应力 |
| 重点产品 |



车身校正仪厚板中的焊接残余应力点击数:1356 |
厚板焊接接头中,除纵向和横向残余应力外,还存在较大的厚度方向的残余应力,他们在厚度上分布不均匀,车身校正仪分布状况与焊接工艺方法密切相关。 |
|
上一条:大梁校正仪残余应力的影响 下一条:汽车大梁校正仪焊接的残余应力 |
| 重点产品 |