产品分类
新闻中心
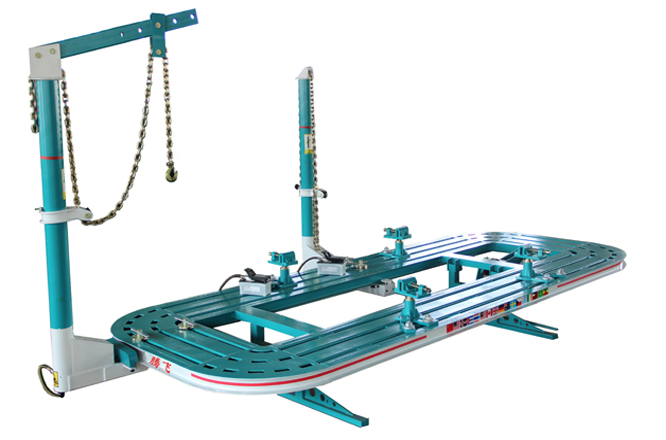
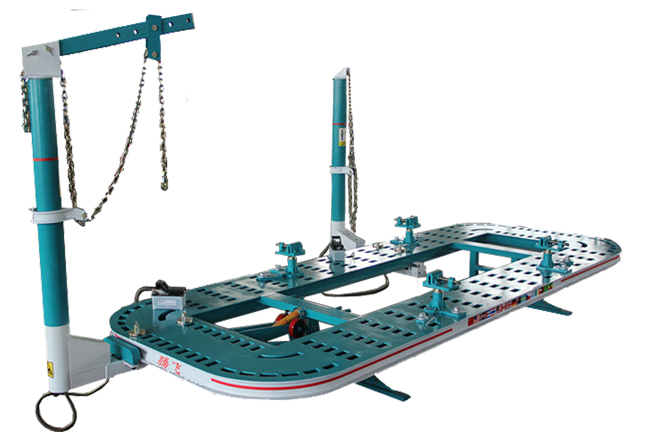
车身校正仪典型零件的气割工艺二点击数:1422 |
1.正确的气割方法是掌握好割嘴的工作角和行走角。车身校正仪弯头每段管子的两个端面都是与管子中心线呈一定角度的平面内的椭圆。气割时应保证割嘴中心线在此假想平面内,并且与气割点的切线垂直。 |
|
上一条:大梁校正仪焊接坡口的气割 下一条:汽车大梁校正仪典型零件的气割工艺 |
| 重点产品 |



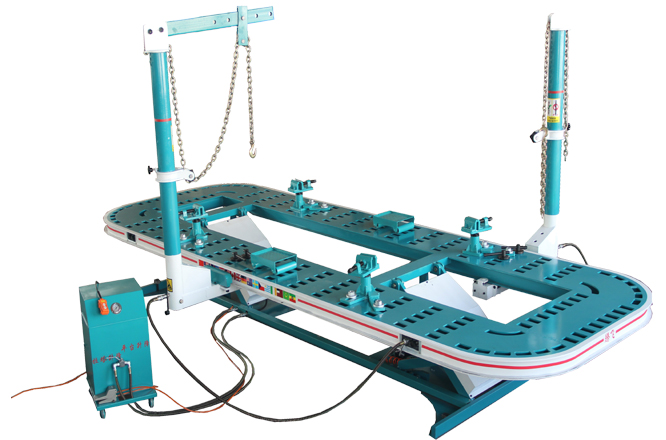
车身校正仪典型零件的气割工艺二点击数:1422 |
1.正确的气割方法是掌握好割嘴的工作角和行走角。车身校正仪弯头每段管子的两个端面都是与管子中心线呈一定角度的平面内的椭圆。气割时应保证割嘴中心线在此假想平面内,并且与气割点的切线垂直。 |
|
上一条:大梁校正仪焊接坡口的气割 下一条:汽车大梁校正仪典型零件的气割工艺 |
| 重点产品 |